



想要更直观地感受数控等离子切割机_1500w光纤激光切割机厂家案例产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:数控等离子切割机_1500w光纤激光切割机厂家案例的图文介绍


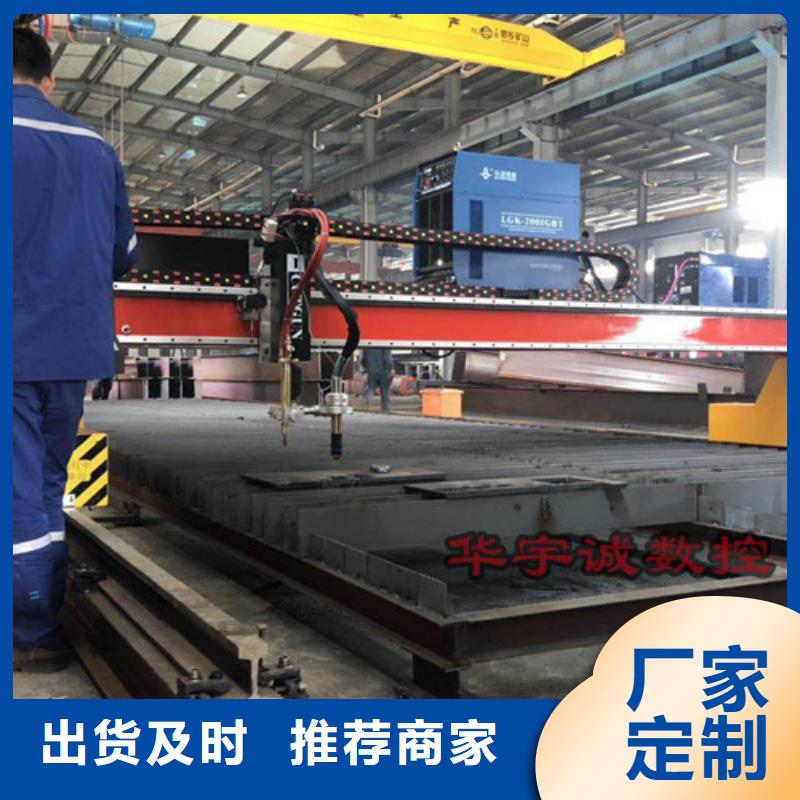
近年来数控等离子切割机越来越受到广大用户的青睐,主要优点是切割效率高、切割变形小、耗材成本低(相比火焰切割),还有就是技术成熟,全国各地都有生产厂家,价格也越来越便宜,几万几十万的都有,符合各行各业的不同需求。今天要讲的就是怎样正确的调整数控等离子切割机电流、弧压、速度、钢板高度这些参数,合理的参数将会提高生产效率、切割质量,以及延长耗材使用寿命,终达到降低生产成本的目的。首先讲一下几个参数的定义:1、电流:等离子切割机的切割电流。2、弧压:切割过程中等离子正负极之间的电压。3、速度:割枪在切割过程中行走速度。4、定位高度:切割开始前割枪停止在那与钢板之间的距离。5、穿孔高度: 穿孔瞬间割枪与钢板之间的距离。6、切割高度:正常切割过程中割枪与钢板之间始终保持的距离。7、气压:切割用压缩空气的压力。



数控等离子切割机的加工质量对于企业生产具有十分重要的意义,在目前等离子切割所应用的多个领域中,对于精度及坡口斜度的改进将为企业的二次加工带来显著效益,今天,我们专门找来影响等离子切割质量的五项重要因素,为方便用户深入了解这五大参量对于数控等离子切割机加工质量的改进与实际操作,下面我们将分别予以介绍。一、数控等离子切割机工作气体数控等离子切割机工作气体与流量是影响切割质量效果的一项主要参数,目前所普遍采用空气等离子切割只为众多工作气体中的一类,概因使用成本相对较低而得到广泛普及,但从加工效果来说的确有所欠缺,我们所指的数控等离子切割机工作气体包括切割气体和协助气体,有些设备还要求起弧气体,通常要根据切割材料的种类,厚度和切割方法来选择合适的工作气体。切割气体既要保证等离子射流的形成,又要保证去掉切口中的熔融金属和氧化物。过大的气体流量会带走更多的电弧热量,使得射流的长度变短,导致切割能力下降和电弧不稳;过小的气体流量则使等离子弧失去应有的挺直度而使切割的深变浅,同时也容易产生挂渣;所以气体流量一定要与切割电流和速度很好的配合。现在的等离子弧切割机大多靠气体压力来控制流量,因为当割炬孔径一定时,控制了气体压力也就控制了流量。切割一定板厚材料所使用的气体压力通常要按照客户提供的数据选择,若有其它的特殊应用时,气体压力需要通过实际切割试验来确定。常用的工作气体有:氩气、氮气、氧气、空气以及H35、氩-氮混合气体等。1.空气中含有体积分数约78%的氮气,所以利用空气切割所形成的挂渣情况与用氮气切割时很想像;空气中还含有体积分数约21%的氧气,因为氧的存在,用空气的切割低碳钢材料的速度也很高;同时空气也是很经济的工作气体。但单独使用空气切割时,会有挂渣以及切口氧化、增氮等问题,而且电极和喷嘴的寿命较低也会影响工作效率和切割成本。2.氧气可以提高切割低碳钢材料的速度。使用氧气进行切割时,切割模式与火焰切割很想像,高温高能的等离子弧使得切割速度更快,但是必须配合使用抗高温氧化的电极,同时对电极进行起弧时的防冲击保护,以延长电极的寿命。3.氢气通常是作为协助气体与其它气体混和作用,气体H35(氢气的体积分数为35%,其余为氩气)是等离子弧切割能力好的气体之一,这主要得利于氢气。由于氢气能显著提高电弧电压,使氢等离子射流有很高的焓值,当与氩气混合使用时,其等离子射流的切割能力大大提高。一般对厚度70mm以上的金属材料,常用氩+氢作为切割气体。若使用水射流对氩+氢气等离子弧进一步压缩,还可获得更高的切割效率。4.氮气是一种常用的工作气体,在有较高电源电压的条件下,氮气等离子弧有较好的稳定性和比氩气更高的射流能力,即使是切割液态金属粘度大的材料如不锈钢和镍基合金时,切口下缘的挂渣量也很少。氮气可以单独使用,也可以同其它气体混和使用,如自动化切割时经常使用氮气或空气作为工作气体,这两种气体已经成为高速切割碳素钢的标准气体。有时氮气还被用作氧等离子弧切割时的起弧气体。5.氩气在高温时几乎不与任何金属发生反应,氩气等离子弧很稳定。而且所使用的喷嘴与电极有较高的使用寿命。但氩气等离子弧的电压较低,焓值不高,切割能力有限,与空气切割相比其切割的厚度大约会降低25%。另外,在氩气保护环境中,熔化金属的表面张力较大,要比在氮气环境下高出约30%,所以会有较多的挂渣问题。即使使用氩和其它气体的混合气切割也会有粘渣倾向。因此,现已很少单独使用纯氩气进行等离子切割。

数控等离子切割机切割速度和电源之间的关系我们都知道目前市场上的数控火焰切割机的切割厚度范围为6-200mm,而数控等离子切割机的切割厚度去取决于与之相匹配的等离子电源的大小。因此我们可以将数控等离子切割机的速度与等离子电源选择直接挂钩,或者换个角度来理解就是,如果企业希望提高数控等离子切割机的生产加工效率,更换等离子电源将是为经济和直接的手段。数控等离子切割机速度和电源之间的关系表现在以下几三个个方面:1、等离子切割机的型号,此型号一般为等离子切割机输出电流大小,例如40A、60A、100A、200A等。根据机型功率的大小不同,选择的切割电流大小不同,切割速度也不尽相同,以上你给出的数据没有说明你选的是什么品牌及型号的等离子切割机,所以无法给出详细的数据;2、切割工件的材质不同,根据不同的切割材质,切割速度也不同,常见的切割材料:碳钢、不锈钢切割速度较快、铸铁稍慢、其次是铝、慢的是铜,因为铜和铝比较难切,切割速度比前两种要慢得多,而且同等功率的等离子切割铜和铝材时切割厚度比不锈钢、碳钢要小得多。3、切割现场输入电压的大小,一般工厂电源电压为交流380V,但由于各工厂现场的情况不同,一般电压在365V到410V之间波动(当然甚至有的地方相差更大),因此输入电压也是影响切割速度的一个因素。企业如果觉得数控等离子切割机的切割速度满足不了自己的需求时,多半是等离子电源出了问题。我们在选择数控等离子切割机时,一定要选择适合自己生产需要的等离子电源,否则就会出现事倍功半的现象。


在数控等离子切割机过程中,存在穿孔切割和边缘切割的说法,这两者之间到底有啥区别呢?两者之间的差异是受什么因素影响呢?今天我们以等离子切割为例,分享一下穿孔切割和边缘切割的区别?
穿孔切割和边缘切割的区别,顾名思义,在数控等离子切割机过程中一种方式是在钢板上位置上直接穿孔,穿孔成功后在按照引入线进入图形切割的一种切割方式,而边缘切割是指的在切割操作中,切割机从钢板的边缘开始切割,然后再按照引入线进入图形切割。在实际生产过程中,尤其是配件加工作业。多数使用的是穿孔切割方法。
大家了解数控等离子切割机的参数后发现,一般穿孔切割的切割厚度要小于边缘切割厚度,到底是什么因素造就的这一差异呢?数控等离子切割机设备小编告诉大家,造成两种切割厚度差异的根本原因是温度。大家都知道无论是火焰切割,还是等离子切割,都属于高温切割,在切割作用中温度可以达到几千度,当在穿孔作业中,由于温度扩散面减少近一半,所以对割嘴的温度影响很大。
等离子切割机在实际应用中,25mm厚的板材就很难实现穿孔切割了,由于不能快速穿透钢板,导致高温把割嘴损坏,所以在25mm以上的金属板切割中,尽量使用边缘切割。而在20mm以上的碳钢切割中,一般都采用火焰切割了!



华宇诚数控科技有限公司是【云南丽江光纤激光切割机床】产品专业生产加工的厂家,公司总部设在江夏区庙山工业园特1号,华宇诚数控科技有限公司拥有完整、科学的质量管理体系。华宇诚数控科技有限公司的诚信、实力和【云南丽江光纤激光切割机床】产品质量获得业界的认可。欢迎各界朋友莅临我厂参观、指导和业务洽谈。


数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)


